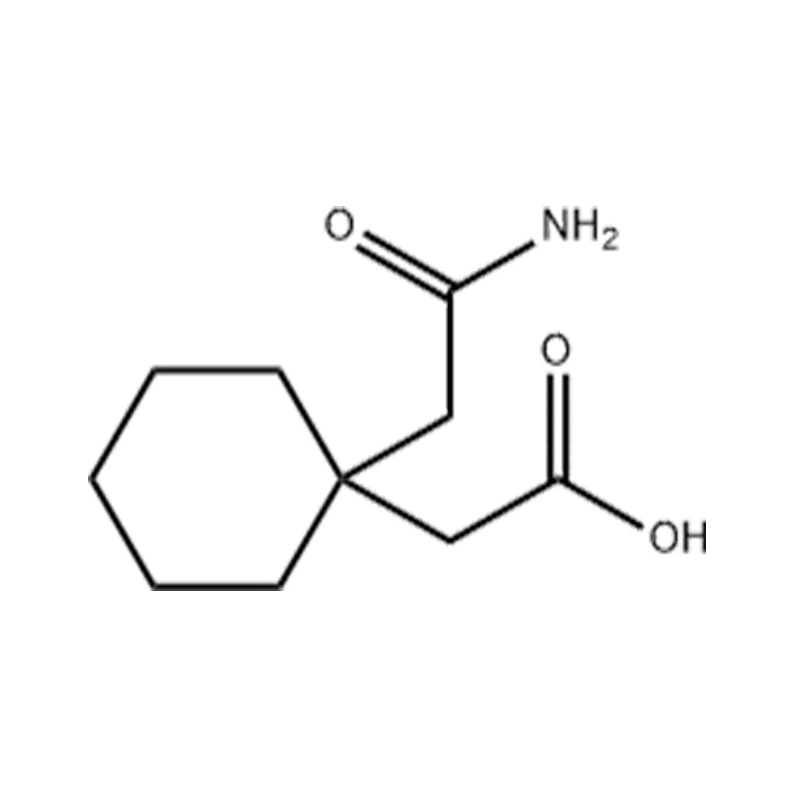

1,1-Cyclohexanediacetic acid monoamide is a functional amide intermediate derived from cyclohexanediacetic acid, which has both carboxylic acid and amide active groups and strong selective reaction ability. It is mainly used in fine synthesis fields such as high-end pharmaceutical raw materials, special-effect pesticides and biochemical industry.
| Chemical Name | 1,1-Cyclohexanediacetic Acid Monoamide |
| Chemical Formula | C₁₀H₁₇NO₃ |
| CAS No. | 116629-52-0 |
| Appearance | White crystalline solid |
| Melting Point | Moderate and easy to purify |
| Solubility | Soluble in polar organic solvents, slightly soluble in water |
| Stability | Stable storage at normal temperature, directional hydrolysis can occur under acid and alkali conditions |

Used as synthetic intermediates of high-end pharmaceutical raw materials, special raw materials for plant growth regulators, synthetic additives for biological agents, directional reaction reagents for fine organic synthesis, special resin modified monomers.

Store in sealed cool place, avoid direct sunlight, prevent moisture and oxidation, keep away from strong acid and alkali media, manage by separate classified storage.
We mainly supply agricultural fertilizers including urea, potassium sulfate, ammonium chloride and water-soluble fertilizer materials; as well as industrial chemical raw materials such as calcium chloride, sodium bicarbonate and phosphate products.
Yes. We can provide batch COA, MSDS, certificate of origin and other full set of export documents to meet customs clearance requirements worldwide.
Sure. We offer agricultural grade and industrial grade products. Customized purity, particle size and packaging are all available as customers' demands.
Sample order is acceptable. For bulk orders, goods can be delivered within 3-7 days for in-stock items. We also support long-term bulk order production arrangement.
We offer exclusive one-on-one pre-sales and after-sales responses throughout the process, along with customized supporting solutions, ensuring high efficiency, peace of mind, and reliable and stable delivery.
With 26 years of in-depth experience in the chemical industry, we have a well-established supply chain system, sufficient production capacity reserves, and the ability to provide large-scale supplies and continuous delivery.
We adhere to research and development innovation and strict quality control. Our formula and process are mature and stable, and our products feature high purity, stable performance, and are suitable for high-end application requirements in multiple industries.
If you have any questions, concerns, or need assistance, please feel free to contact us via phone, email, or online customer service at any time, and we will provide you with support and answers as soon as possible.
Copyright © 2026 by Waycen Technology (Shandong)Co., Ltd. All Rights Reserved